Lý do và giải pháp cho vụ nổ PCB
Để lại lời nhắn
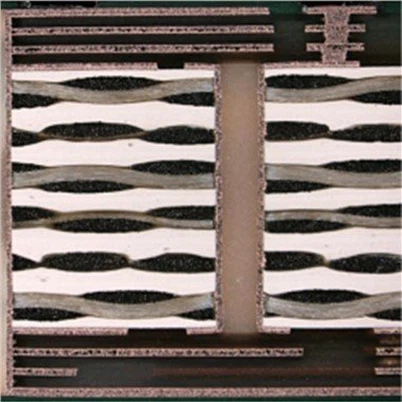
Nổ PCB đề cập đến hiện tượng phồng rộp lá đồng, phồng rộp bo mạch, tách lớp hoặc hàn nhúng, hàn sóng, hàn nóng chảy lại, v.v. trên PCB thành phẩm do tác động nhiệt hoặc cơ học trong quá trình xử lý PCB, nghĩa là xảy ra sốc nhiệt. phồng rộp lá đồng, đứt mạch, phồng rộp bo mạch, phồng lớp… trở thành các cạnh dễ nổ.
Vụ nổ bảng mạch in là một vấn đề chất lượng quan trọng ảnh hưởng đến độ tin cậy của bảng và nguyên nhân của nó tương đối phức tạp và đa dạng. Nguyên nhân chính dẫn đến phồng rộp là do các vấn đề trong quy trình sản xuất như khả năng chịu nhiệt của bo mạch không đủ, nhiệt độ làm việc cao và thời gian gia nhiệt lâu. Những lý do là:
1. Nếu bảng không được bảo dưỡng hoàn toàn, khả năng chịu nhiệt của bảng sẽ giảm xuống. Nếu PCB được xử lý hoặc bị sốc nhiệt, lớp mạ đồng rất dễ bị phồng rộp. Nguyên nhân của việc bảo dưỡng tấm ván không đủ có thể là do nhiệt độ cách nhiệt thấp trong quá trình liên kết, thời gian cách nhiệt không đủ và lượng chất bảo dưỡng không đủ.
Đối với máy ép PCB nhiều lớp, sau khi lấy prepreg ra khỏi đế lạnh, phải giữ ở nhiệt độ 24 giờ trong môi trường điều hòa nói trên trước khi cắt và ép prepreg lên bo mạch bên trong. Sau khi cán xong, nó sẽ được gửi đến máy ép để cán trong vòng một giờ. Điều này là để ngăn sự hấp thụ độ ẩm của lớp chuẩn bị, gây ra các góc trắng, bong bóng, tách lớp, sốc nhiệt và các hiện tượng khác trong các sản phẩm nhiều lớp. Sau khi xếp chồng và nạp vào máy ép, không khí có thể được giải phóng trước, sau đó có thể đóng máy ép. Điều này giúp giảm đáng kể tác động của độ ẩm lên sản phẩm.
2. Nếu bảng không được bảo vệ đầy đủ trong quá trình bảo quản, bảng sẽ hút ẩm. Nếu nó được giải phóng trong quá trình sản xuất PCB, bảng sẽ dễ bị nứt. Các nhà máy cần đóng gói lại các tấm ốp đồng chưa sử dụng sau khi mở để giảm sự hấp thụ độ ẩm trên các tấm mạch in.
3. Khi sử dụng bảng mạ đồng có TG thấp hơn để sản xuất bảng mạch in có yêu cầu chịu nhiệt cao hơn, khả năng chịu nhiệt thấp của bảng có thể gây ra sự cố nổ bề mặt. Xử lý bo mạch không đủ cũng có thể làm giảm TG của nó, điều này có thể dễ dàng khiến bo mạch bị vỡ hoặc chuyển sang màu vàng đậm trong quá trình sản xuất PCB.
Trong giai đoạn đầu sản xuất các sản phẩm FR-4, chỉ nhựa epoxy độ Tg135 được sử dụng. Nếu quy trình sản xuất không phù hợp, TG của chất nền thường ở khoảng 130 độ. Để đáp ứng yêu cầu của người dùng PCB, Tg của nhựa epoxy phổ quát có thể đạt tới 140 độ. Nếu có vấn đề với quy trình PCB hoặc nếu bảng chuyển sang màu vàng sẫm, thì có thể xem xét sử dụng nhựa epoxy Tg hàm lượng cao.
Tình trạng trên phổ biến ở các sản phẩm CEM-1 composite. Ví dụ: quy trình PCB của các sản phẩm CEM-1 có thể bị nứt và bo mạch có thể xuất hiện màu vàng sẫm. Tình trạng này không chỉ liên quan đến khả năng chịu nhiệt của tấm keo FR-4 trên bề mặt sản phẩm CEM-1 mà còn liên quan đến khả năng chịu nhiệt của hỗn hợp nhựa của vật liệu lõi giấy.
4. Nếu mực in trên vật liệu đánh dấu dày và đặt trên bề mặt tiếp xúc với lá đồng, thì mực không tương thích với nhựa, làm giảm độ bám dính của lá đồng và làm cho lớp nền dễ bị hư hỏng, có thể gây nổ.